
Austenitic steels are used in many branches of industry and, in the group of stainless steels, have a total global consumption of around 70%. Austenitic steels are best known under the name chromium-nickel steels. Austenitic steel is the most common of the stainless steels.
Contents
Corrosion resistance
under different environmental conditions
Preservation of the surface
good chemical resistance to liquid and gaseous media
Mechanical-technological
Strength and toughness vs. good formability
A good combination of mechanical properties combined with corrosion stability are the clear advantages of austenitic steel. Steels with an austenitic microstructure have excellent strength and toughness properties, even at low operating temperatures. Due to their comparatively low hardness, stainless steels have good forming behavior, so that they can be considered for a large number of different applications. The steel has also proven itself in the manufacture of flat springs due to its properties and advantages. The high elongation capacity of austenitic steel guarantees good cold formability. In addition, it is largely non-magnetic and can be welded easily.
According to the intended use, austenitic stainless steel has properties that are in demand in industry, automotive and shipbuilding, construction, medical technology or in the chemical industry. The high corrosion resistance is the most important property of this type of stainless steel.
Austenitic chromium-nickel spring steel is ideally suited as spring steel wire for corrosion-resistant springs for medium and high loads, depending on the environmental conditions. For this reason, the material is often used in the manufacture of corrosion-resistant steel springs.
Austenitic stainless steels are thermally post-treated for two reasons.
I.
Reduction of tensions
Increase in elasticity
Reduction of material fatigue
The first reason is the so-called reduction of the stresses introduced into the material by forming.
This process reduces existing stresses in the workpiece that have arisen during cold forming. The risk can also be significantly reduced that further processing will release internal tensile stresses and cause the shaped springs, leaf springs and flat springs to warp. In addition, because the internal stresses and the external stresses add up, this can affect the resilience of the form spring. This process also results in an increase in elasticity and thus a reduction in material fatigue.
II.
Increase in strength
Wear resistance
The second reason is the possibility of increasing strength. The increase in dislocation density reduces the plastic deformability, resulting in an increase in strength and hardness.
The increase in strength begins at a temperature of approx. 100°C and is then already at 100 MPa. An increase of approx. 270 MPa can be achieved at the peak. These values are achieved with a holding time of 24 hours (see table). With a holding time of 30 minutes, 80% of the way is probably already reached.
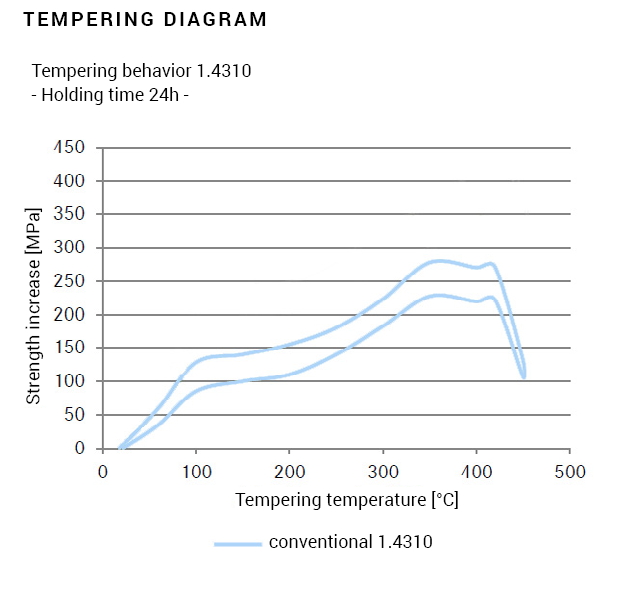
For economic reasons, we at Mario Schaaf Technische Federn have therefore decided to always temper the material after forming. Unless there are different customer specifications, we currently have a holding time of 30 minutes and a temperature of 270°C. We have had the best experience with this value over the past 20 years.
Bitte geben Sie hier ihre Suchanfrage ein: