
Austenitische Stähle finden in vielen Industriezweigen Anwendung und haben in der Gruppe der nichtrostenden Stähle einen weltweiten Gesamtverbrauch von rund 70%. Am bekanntesten sind Austenitische Stähle unter dem Namen Chrom-Nickel Stähle. Austenitischer Stahl ist bei den nichtrostenden Stählen der am häufigsten vorkommende.
Anforderungen an nichtrostende Stähle
Korrosionsbeständigkeit
unter verschiedenen Umgebungsbedingungen
Erhaltung der Oberfläche
gute chemische Beständigkeit gg. flüssige und gasförmige Medien
Machanisch-technologisch
Festigkeit und Zähigkeit vs. guter Umformbarkeit
Austenitischer Stahl Eigenschaften und Vorteile
Eine gute Kombination mechanischer Eigenschaften in Verbindung mit Korrosionsstabilität sind die klaren Vorteile von austenitischem Stahl. Stähle mit einer austenitischen Gefügestruktur verfügen, auch bei niedrigen Einsatztemperaturen, über ausgezeichnete Festigkeits- und Zähigkeitseigenschaften. Durch Ihre vergleichsweise geringe Härte weisen nichtrostende Stähle ein gutes Umformverhalten auf, so dass sie für eine Vielzahl verschiedener Anwendungen in Betracht kommen. Auch bei der Herstellung von Flachfedern bewährt sich der Stahl auf Grund seiner Eigenschaften und Vorteile. Das hohe Dehnungsvermögen von austenitischem Stahl garantiert eine gute Kaltumformbarkeit. Zudem ist er weitgehend unmagnetisch und lässt sich gut schweißen.
Austenitischer Stahl Anwendung
Entsprechend den Einsatzbestimmungen besitzt austenitischer rostfreier Stahl also Eigenschaften, die in der Industrie, dem Automobil- und dem Schiffbau, dem Bauwesen, der Medizintechnik oder in der chemischen Industrie gefragt sind. Die hohe Korrosionsbeständigkeit ist die wichtigste Eigenschaft dieser Edelstahlsorte.
Als Federstahldraht ist der austenitische Chrom-Nickel-Federstahl für korrosionsbeständige Federn für mittlere und hohe Beanspruchungen, abhängig von den Umgebungsbedingungen, optimal geeignet. Aus diesem Grund findet das Material häufig in der Fertigung von korrosionsbeständigen Stahlfedern Verwendung.
Die Nachbearbeitung von austenitischem Stahl
Austenitische Edelstähle werden aus zwei Gründen thermisch nachbehandelt.
I.
Reduzierung von Spannungen
Steigerung der Elastizität
Verminderung der Materialermüdung
Der erste Grund ist die sogenannte Reduzierung der durch das Umformen in den Werkstoff eingebrachten Spannungen.
Dieses Verfahren mindert vorhandene Spannungen im Werkstück, die bei der Kaltumformung entstanden sind. Deutlich reduzieren lässt sich zudem die Gefahr, dass durch eine weitere Bearbeitung innere Zugspannungen gelöst werden und sich die Formfedern, Blattfedern und Flachfedern verziehen. Dazu kommt: Weil sich die inneren Spannungen und die äußeren Beanspruchungen addieren, kann das die Belastbarkeit der Formfeder beeinträchtigen. Somit hat dieses Verfahren auch eine Steigerung der Elastizität und damit eine Verminderung der Materialermüdung zur Folge.
II.
Steigerung der Festigkeit
Verschleißbeständigkeit
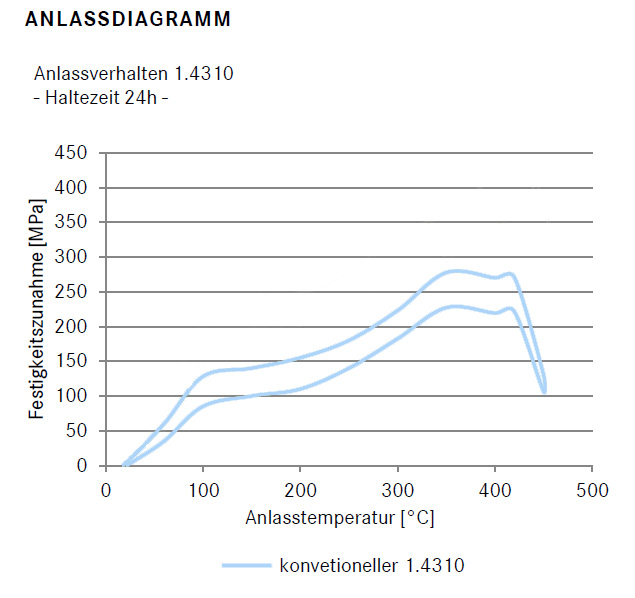
Der zweite Grund ist die Möglichkeit der Festigkeitssteigerung. Durch die Zunahme der Versetzungsdichte reduziert sich die plastische Verformbarkeit, was einen Anstieg von Festigkeit und Härte zur Folge hat.
Die Festigkeitssteigerung beginnt hierbei bei einer Temperatur von ca. 100°C und liegt dann bereits bei 100 MPa. In der Spitze kann eine Zunahme von ca. 270 MPa erzielt werden. Diese Werte werden bei einer Haltezeit von 24 Stunden erzielt (siehe Tabelle). Wobei bereits bei einer Haltezeit von 30 min vermutlich bereits 80% des Weges erreicht wird.
Wir bei Mario Schaaf Technische Federn haben uns daher aus wirtschaftlichen Gründen entschieden, den Werkstoff grundsätzlich immer nach der Umformung anzulassen. Aktuell haben wir, sofern keine abweichenden Kundenvorgaben vorhanden sind, eine Haltezeit von 30 min und eine Temperatur von 270°C. Mit diesem Wert haben wir die letzten 20 Jahre beste Erfahrungen gemacht.











